

Комплекс для автоматической сварки “ВОСХОД”
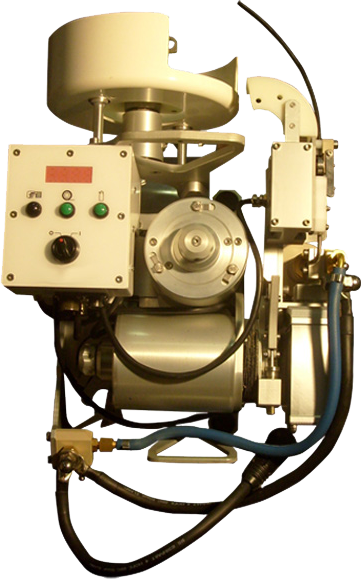
Комплекс автоматической сварки «ВОСХОД» является универсальной, автоматизированной многопозиционной сварочной системой. Предназначен для автоматической сварки порошковыми проволоками прямолинейных, криволинейных швов, а также орбитальной сварки неповоротных стыков трубопроводов во всех пространственных положениях. Широко используется в нефтегазовом комплексе, мостостроении, судостроении.
Сварка автоматом «ВОСХОД» с применением порошковой проволоки Power Pipe 60R, Power Arc 60R, или металлопорошковой проволоки типа Power Bridge 60M имеет производительность минимум в 4 раза превышающую ручную дуговую сварку электродом с основным покрытием.
Отличительной особенностью конструкции комплекса «ВОСХОД» является программируемый на 10 режимов сварки контроллер, который обеспечивает управление всеми основными параметрами, наличие пульта дистанционного управления, а также маятниковая система колебаний горелки, обеспечивающая как наплавку валиков на поверхность, так и сварку соединений толщиной до 60 мм.
Комплекс “ВОСХОД” прост в эксплуатации. Опытный сварщик может быть обучен работе с автоматом в течение одного – двух рабочих дней.
Цена договорная
 |
|
Основные особенности комплекса для автоматической сварки «ВОСХОД»:
● количество колебаний горелки на один сантиметр сварочного пути независимо от скорости сварки является характерной особенностью комплекса для автоматической сварки “ВОСХОД – это очень важный аспект с точки зрения качества сварочного шва, так как при изменении скорости сварки, степень перекрытия валиков остается неизменной;
● отсутствие возможности несанкционированного изменения заданных параметров сварки оператором, за исключением разрешенного изменения скорости сварки и амплитуды колебаний (от 5% до 25%);
● простое управление процессом сварки при помощи пульта дистанционного управления;
● комплекс “ВОСХОД” может использоваться с направляющим поясом от головки М-300;
● наличие левой и правой головок характерно для сварки неповоротных кольцевых стыков в нефтегазовом комплексе, где сварка ведется двумя головками, в особых ситуациях есть возможность использование две левые или две правые головки на одном поясе;
● в мостостроении или в судостроении, где сварка ведется одной головкой и сварной стык не замкнут, используется левая или правая головка;
● используется насыпной кабель между источником питания и каждой из головок, который имеет повышенную защиту от механических и термических повреждений, а также объединяет в себе кабель управления, сварочный кабель и газовый рукав;
● более эффективная работа осциллятора горелки за счет использования шагового двигателя;
● возможность эксплуатации на наклонных участках трассы при сварке кольцевых стыков за счет установки различной задержки горелки на кромках.
Основные технические характеристики комплекса для автоматической сварки «ВОСХОД»:
| Наименование параметра | Значения |
| диаметр свариваемого изделия, мм | от 159 |
|
номинальный сварочный ток, А
|
400 (м21 100%) |
| вместимость сварочной кассеты, кг | 5 |
| диаметр сварочной проволоки, мм | 0,8-1,6 |
| скорость подачи сварочной проволоки, м/мин | 2-12 |
| сварочная скорость, м/мин | 0,1-1,15 |
| амплитуда колебаний сварочной горелки, ° | ±15 |
| частота колебаний горелки (устанавливается в единицах колебаний на 1 см пути) | 0-10 |
| механизированное поперечное и осевое перемещение горелки, мм | ±50 |
| время задержки на кромках, с | 0-1,5 |
| расстояние от края направляющего пояса до оси стыка, мм | 125 |
| габаритные размеры, мм | 480х360х350 |
| масса, кг | 18 |
Конструкция комплекса для автоматической сварки «ВОСХОД»:
● комплекс автоматической сварки «ВОСХОД» имеет модульное исполнение, позволяющее эффективно производить ремонт и обслуживание в рабочих условиях;
● в комплект комплекса для автоматической сварки «ВОСХОД» входит: 2 головки (правая и левая), направляющий пояс, два пульта ДУ, один программатор, два блока питания головок, два источника питания, комплект соединительных кабелей;
● сварочная головка «ВОСХОД» состоит из: остов головки с приводом перемещения по направляющему поясу, сварочная горелка, механизм подачи сварочной проволоки, привод перемещения горелки (влево – вправо, вверх – вниз), кассета сварочной проволоки (каретка кассеты выполнена со встроенным устройством контроля натяжения проволоки);
● удобный в использовании программатор на 12 различных режимов сварки (программируется линейная скорость сварки, скорость подачи сварочной проволоки, частота колебаний горелки в единицах на 1 см пути, время задержки горелки на каждой из кромок, амплитуда колебаний горелки, время разгона сварочной проволоки при начале сварки, время заварки кратера при завершении сварки, направление сварки);
● удобный пульт дистанционного управления, с помощью которого производится управление перемещением горелки относительно головки и стыка в направлении вниз/вверх и влево/вправо, управлением пуском и остановкой процесса сварки, корректировка режимов сварки (скорости сварки и амплитуды колебаний горелки в пределах, заданных инженером-технологом);
● привод перемещения горелки выполнен с удлиненным ходом модулей (до 50 мм) в вертикальном и поперечном направлениях для использования при сварке толстостенных труб и металлоконструкций;
● угол наклона сварочной горелки поперек и вдоль шва может устанавливаться в диапазоне ± 15 градусов;
● комплекс автоматической сварки «ВОСХОД» в стандартной комплектации поставляется с направляющим поясом с насечкой по торцам, но по спецзаказу может поставляться с перфорированным направляющим поясом типа «ПРОТЕУС» (пояс изготавливается в исполнении для сварки неповоротных стыков трубопроводов для каждого конкретного диаметра, или для сварки прямолинейных и криволинейных швов на магнитных присосках (конкретной длины);
● на головке также расположены цифровой блок управления, разъемы подключения программатора и пульта ДУ, кнопки записи программ и тестирования головки.
Видео обзор комплекса для автоматической сварки «ВОСХОД»